Catégories
Problèmes et traitement dans le processus de production des tuyaux en PE
March 30 , 2023Avec les progrès continus de la technologie, les machines à tubes PE sont largement utilisées dans tous les aspects de la production et de la vie en raison de leurs avantages uniques, tels que l'approvisionnement en eau du bâtiment, le drainage de la construction, le transport et la distribution de gaz enterrés, les gazoducs, le boîtier de protection électrique et des télécommunications, tuyaux industriels, tuyaux agricoles, etc. Alors, quels problèmes peuvent être rencontrés dans le processus de production de tuyaux en PE ? Cet article répertorie certains problèmes pouvant survenir dans le processus de production et propose des solutions correspondantes.
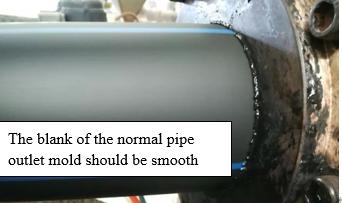
Tout d'abord, l'apparence normale du tuyau en PE doit être lisse et symétrique, et l'extrudeuse de tuyau en PE fait que la manifestation spécifique est une apparence lisse, plate et uniforme, et une couleur uniforme. Comme le montre la figure suivante.

Cependant, divers problèmes peuvent survenir au cours du processus de production, tels que :
a) La surface du tuyau est rugueuse
b) Des rainures apparaissent sur la surface extérieure du tuyau
c) Des rainures apparaissent sur la surface intérieure du tuyau
La solution spécifique est la suivante
a) La surface du tuyau est rugueuse
Réglez la température du processus. Le problème est généralement causé par une température basse.
Augmentez la température de l'eau de refroidissement ou la vitesse de production.
Vérifiez si la voie navigable est bloquée ou si la pression de l'eau est inégale, ce qui entraîne des éclaboussures d'eau et des rugosités à la surface du tuyau. Ou vérifiez si la pression de l'eau est trop élevée et si la vitesse de refroidissement est trop rapide.
Vérifiez si l'anneau chauffant du canon et de la tête est endommagé, ce qui entraîne une température de traitement insuffisante.
Réglez le débit d'entrée du manchon de dimensionnement.
Consultez le fournisseur de matières premières pour les paramètres de matières premières de ce lot (taille de fusion, température de traitement, etc.)
Vérifiez la température du noyau du moule, si elle est supérieure à la température de la section de la matrice de sortie, augmentez ou diminuez la température du noyau.
Nettoyez le moule (0,5 à 1 cm dans le moule à noyau est particulièrement sujet au coke et rend la surface non polie).
Ajustez la distance entre le manchon de dimensionnement et la matrice de sortie, plus la distance est proche, plus la surface du tuyau est lisse.
Ajustement de la formule ; Le problème est généralement causé par le mauvais rapport entre les doigts à faible point de fusion et les doigts à haut point de fusion.
b) Des rainures apparaissent sur la surface extérieure du tuyau

Ajustez la pression de sortie du manchon de dimensionnement, la sortie d'eau doit être équilibrée et la quantité excessive d'eau peut facilement provoquer le fossé.
Ajustez l'angle de la buse dans le réservoir d'étalonnage du vide pour que le tuyau refroidisse uniformément.
Vérifiez s'il y a des débris, des bavures, etc. dans le matériel tel que les matrices de sortie, les manchons de dimensionnement, les machines de découpe, etc.
Lors du remplacement des matières premières, il formera également des rainures rayées, qui prendront du temps à s'améliorer. Lors du changement de matières premières (telles que MPP pour PE), il est nécessaire de laver le baril de la ligne d'extrusion de tuyaux PE avec environ 200 kg de matériau pur avec un doigt à faible point de fusion, de laver d'autres matériaux dans le baril, puis d'utiliser un matériau de formule pour produire.
c) Des rainures apparaissent sur la surface intérieure du tuyau
Vérifiez si le tuyau intérieur est inondé d'eau et, en cas d'infiltration d'eau, pressez fermement l'ébauche de tuyau qui vient d'être exportée vers le moule pour fermer sa cavité intérieure. Les gros diamètres doivent être bouchés pour évacuer l'eau avant le démarrage, ou une digue est utilisée pour empêcher l'eau de se déverser dans le tuyau nouvellement raccordé.
Réduisez la température interne du moule.
Nettoyez et réparez le moule de polissage, car le moule peut avoir un arriéré de coke.
Des temps d'arrêt excessifs provoquent la basse température du moule à noyau ou entraînent une mise à l'échelle du moule.
No. 17, Xiwei road, Qiandeng town, Kunshan city, Jiangsu province, China
Email : jelf@wonplus.com.cn
Tél : +86-18962213276
Whatsapp : +86-18962213276
 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge